Mould Tool Options
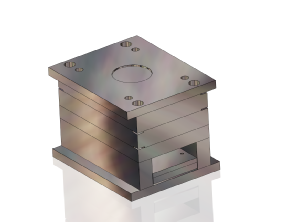
Complete Mould Base Tooling -
Includes the Complete Bolster similar to images along with the required ancillaries e.g. ejector pins, Locating Pillars and bushes etc.
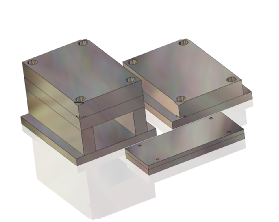
Complete Bolster System With Interchangeable Core / Cavity -
Similar to the complete mould base tooling however with the ability to change the core and cavity inserts. Allows the customer to use the 1 bolster for multiple moulded components without the cost of stand alone tooling being required on each occasion.
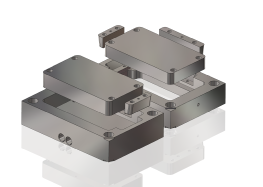
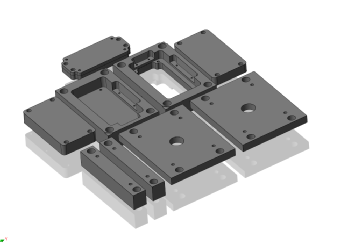
Fleximould System -
The Fleximould allows the customer to purchase only the required core, cavity and ejector system which will be fitted into one of our own bolster systems.
The fleximould system offers customers a low cost option which does not require the initial costs of their own bolster system. This is suitable for customers requiring low cost part prices, initial test of product to keep investment costs low. The system is suited for simpler parts which have no side movements.
Fleximould can cut the initial investment cost required substantially and make a mould tool a more affordable option.
Mould Considerations
After deciding which bolster option is required from the above the next considerations are -
Tooling Material :
Number of Tooling Cavities :
Are Sidecores Required ? :
The consideration here is the required component volume
Single cavity mould tool -
Multi cavity mould tool -
Aluminium (Alumec100 grade) -
Steel (P20 Tooling grade) -
Other tooling options include H13 hardened steel tooling , stavax stainless steel tooling and many other options depending on requirements.
Another factor which was effect the cost of tooling substantially. The cheapest tooling is open / shut tooling which in effect has no holes or details on the side of the component which inhibits the part ejection during the moulding process. If holes , slots or other details are required on the sides of the components then sidecores are required to create the detail and allow the ejection stage of the mould process. This requires more work and in turn increases tooling costs.